




当社を選ぶ理由
高品質
当社は主に鉄鋼、ステンレス鋼、銅、アルミニウム、亜鉛合金製品の鋳造、鍛造、スタンピング、機械加工を行っています。
アプリケーションには以下が含まれます
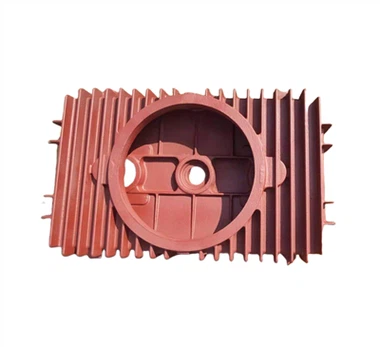
石油化学、エンジニアリング、海洋産業の鋳物:インペラ、ポンプ、バルブ、漏水防止、フランジなど。
高度な機器
当社の加工設備には、通常の旋盤、数値制御、4軸加工センター、フライス盤、ボーリングマシン、グラインダーなどが複数含まれています。
品質管理
当社は2005年にISO9001:2008品質システム認証を取得し、2016年にはBV認証を取得して、完成品の合格率は99%以上に管理されています。
砂型鋳造とは何ですか?
砂型鋳造は、砂の型を使用して金属の物体や部品を成形して製造する鋳造方法です。砂型鋳造は最も古い鋳造方法の 1 つであり、柔軟性、コスト効率、複雑な形状を作成できる能力が高く評価されています。











砂型鋳造に使用される砂の種類は何ですか?
乾いた砂
ドライ サンドは、結合剤としてごく少量の水分を含む粘土 (カオリナイトまたはベントナイト) を使用する特殊な鋳型砂です。この結合剤により、型押しされた形状を維持し、溶融金属を注入しても崩壊したり鋳造に欠陥が生じたりしない鋳型が作られます。この方法の主な利点は、充填プロセスで蒸気が少なくなることです。蒸気があると、砂構造が破損したり不安定になったり、注入が妨げられたりする可能性があります。
樹脂砂
樹脂砂は、樹脂コーティング砂またはフラン砂とも呼ばれ、砂型鋳造工程で使用される鋳型砂の一種です。フランとは、フルフリルアルコール樹脂の使用を指します。シリカ砂またはその他の骨材と合成樹脂バインダーの混合物で、砂粒をまとまった塊に結合し、金属部品を鋳造するための安定した堅牢な鋳型を作ります。
ケイ酸ナトリウムまたは水ガラス
ケイ酸ナトリウムまたは水ガラス鋳造は、砂を鋳型形成用に結合するためにケイ酸ナトリウムバインダーを利用する特殊な砂鋳造プロセスです。鋳型は従来の方法で形成され、乾燥および硬化されて、生砂鋳造よりも精密な構造を形成します。この技術は、より複雑で繊細なパターンに伝統的に好まれていますが、性能とコストの点でフラン砂鋳造に勝る場合があります。
グリーンサンド
生砂鋳造は、金属部品の製造に広く使用されているプロセスです。砂が緑色に見えるのは、水分、ベントナイト粘土、海炭が含まれているためです。海炭は粉末状の瀝青炭で、偶然に浜辺に打ち上げられ、最初の鋳造媒体として浜辺の砂に「自然に」存在しています。この鋳造プロセスでは、揮発性が低く壊れやすい結合剤を使用する最新のプロセスに比べて、表面仕上げが悪く、精度/再現性も低くなります。
砂型成形プロセスはどのように機能しますか?
砂の混合物を作る
生砂鋳造工程で使用される砂は、砂粒子、粘土、木粉、水の混合物です。砂粒子は通常シリカ砂で、粘土は通常ベントナイト粘土です。これらの成分を組み合わせると、成形に使用できる圧縮可能な混合物ができます。砂は黒ですが、水分を含んでいるため生砂と呼ばれます。成分は、砂、粘土、木粉を混ぜ合わせ、均一な粘稠度を得るために混練とせん断を組み込んだ力を加える粉砕機で処理されます。
型を作る
砂型鋳造のハイライトの 1 つは、砂型の作成です。この複雑な手順では、砂の混合物を型のパターンの周りに慎重に詰めて、目的の形状を実現する必要があります。次に、このパターンを取り除き、パターンの形状を保持する型の空洞を残します。
より具体的には、鋳型を作るには、型、フラスコ、鋳型砂の 3 つのアイテムが必要です。鋳型工場では、型は鋳造する物体を複製し、ボード上に取り付けます。砂型鋳造で使用される型は、木材、金属、プラスチック、またはその他の材料で作られます。フラスコは、側面のみで上部や下部のない「箱」で、型の周りにフレームを形成します。各フラスコは水平に分割されており、コープと呼ばれる上部フレームと、ドラッグと呼ばれる下部フレームがあります。
溶けた金属を注ぐ
砂型の準備ができたら、次のステップは溶融金属を流し込むことです。この液体金属は、ゲート システムに供給されるスプルーを通じて、金型の空洞に慎重に流し込まれます。ゲート システムは、パターンによって金型内に作られた空間に溶融金属を送ります。溶融金属は冷却されると、金型パターンの複雑さを帯びて、目的の形状に固まります。
製品を取り外して仕上げる
流し込まれた金属が冷えて固まった後、砂型を壊して鋳物を取り出します。この鋳造金属片は、付着した砂を取り除き、必要な表面仕上げを実現するために、一連の洗浄および仕上げ工程を経ます。表面仕上げを洗練させるために、研削、サンディング、ショット ブラストなどのさまざまな技術を利用できます。
砂型鋳造金属




● 非鉄金属
アルミニウム
アルミニウムという用語は、機械加工が可能で軽量、強度は軟鋼と同等だが密度が低い合金の幅広い範囲を指します。アルミニウムは、鋳造性、低密度、耐腐食性のため、鋳造によく使用されます。アルミニウム鋳造に使用されるベース砂は、粘土、油、樹脂、ケイ酸ナトリウムと結合剤として混合されたシリカ、オリビン、クロマイト、ジルコン、シャモットです。
ブロンズ
アルミニウムと同様に、青銅は銅と錫のいくつかの合金を表すために使用される用語であり、銅の割合、錫の割合、およびアルミニウム、亜鉛、ニッケル、鉄などの他の合金の添加によって変化します。砂型鋳造に使用される青銅には、アルミニウム青銅、マンガン青銅、およびシリコン青銅の 3 種類があります。
真鍮
真鍮は銅の合金で、銅と亜鉛の含有率が異なります。銅と亜鉛の含有率が変わると真鍮の特性が変わり、外観などの特性が変わります。真鍮は亜鉛と銅を含有し、鉄や酸化鉄を含まないため、錆びにくく、腐食しにくいです。
亜鉛
亜鉛砂型鋳造により、設計者は壁が薄い部品を作ったり、抜き勾配をなくしたり、細長い穴を挿入したりすることができます。強度、剛性、鋳造性、靭性を高めるために、亜鉛は銅、アルミニウム、マグネシウムと合金化されます。亜鉛はアルミニウムよりも製造に使いやすいですが、アルミニウムの 2.5 倍の重さがあります。アルミニウムと同様に、亜鉛は優れた耐腐食性を備えています。
鉛
鉛はローマ時代まで遡る何百年も前から砂型鋳造に使われてきました。鉛は腐食に強い重金属です。鉛を砂型鋳造に使用する場合は、吸い込むと健康に害を及ぼす恐れがあるため、細心の注意が必要です。多くの国では、製造に使用できる鉛の最大量を規定する基準を設けています。
銅
銅は通常、機械的特性と物理的特性を高めるために他の金属と合金化されます。銅はアルミニウムよりも強度が高く、引張強度も高いのですが、アルミニウムよりも高価で重いです。銅が鋳造材料として人気があるのは、その電気伝導性と熱伝導性によるものです。銅は腐食しないため、幅広い製品に最適です。
砂型鋳造の強みは何ですか?
他の鋳造方法に比べてコストがかかりません。砂は型に成形しやすく、生産終了後は砕いて再利用します。他の鋳造方法に比べて原材料費などのコストが削減できます。
汎用性。砂型鋳造の唯一の制限は、作成できるパターンの種類です。これは、LeClaire Manufacturing のようなコアの使用に熟練した会社と取引する場合に特に当てはまります。
設計変更に対応します。砂型鋳造では、金型製作プロセスが他の鋳造技術よりも簡単なため、変更の受領から生産までの所要時間が最短になります。
プロトタイプ作成のための効率的な方法。テスト用のプロトタイプまたは部品が必要ですか? 低コストと効率的なツール作成プロセスにより、砂型鋳造は迅速かつ効率的なプロトタイプを作成します。
砂型鋳造は、少量生産の用途に最適です。砂型鋳造の型は一度しか使用されないことから、大量生産には必ずしも適していませんが、少量生産には優れた低コストの代替手段です。砂型鋳造は、作成が容易で汎用性が高いため、大きな利点があります。

難治性:液体金属を鋳型に流し込む際に、鋳型が鋳物に流れ込むのを防ぐ機能です。
透過性:鋳造工程では、発生したガスを大量に鋳型外に排出する必要があります。排出されない場合、鋳造欠陥が発生する可能性があります。
強さ:金型は、移動、組み立て、溶融金属の注入などの外力を受けると、内側と外側の両方の形状を保持する必要があります。
折りたたみ可能:砂型鋳造の鋳型は、対象物が凝縮されたときに鋳型によって妨げられ、反りや割れが生じないように、弾力性を備えている必要があります。
凝集性:型からパターンを取り外した後、砂が元の形状を維持するのに役立ちます。
ドラフト角度
抜き勾配角度とは、砂型の壁を損傷することなく型を簡単に取り外せるように、型のすべての垂直面に適用される、または許容される角度です。必要な角度は、成形プロセス、鋳造設計、型内の型深さによって異なります。
パーティングライン
砂型鋳造におけるパーティング ラインは、ドラフト角度が方向を変える境界線です。鋳造所はパーティング ラインの配置に関する知識と経験を持っていますが、エンジニアリング製品の設計者は、鋳造品の品質とコストを左右するパーティング ラインの配置に注意する必要があります。パーティング ラインは、幅が広く、短く、水平に平らで、できるだけ低く配置する必要があります。パーティング ラインの配置を変更すると、コアの使用、ゲートの配置、鋳造品の重量、寸法精度に影響します。
アンダーカットとコア
砂型鋳造におけるアンダーカットは、鋳型製作段階でパターンが除去されるのを防ぐ機能です。中子砂のばらばらの破片を使用すると、製造時間とコストが増加します。部品は、中子の使用を減らすか、またはなくすように設計する必要があります。早期にパーティング ラインを定義すると、アンダーカットを回避するための機能を理解するのに役立ちます。
断面
均一な断面、つまり均一な壁厚は、一般的に好まれますが、多くのエンジニアリング製品の設計では実現不可能です。主な要件は、冷却時に鋳造品の厚い部分を孤立させないことです。厚い部分は、周囲の金属がすべてすでに凝固している間に冷却に時間がかかります。厚い部分が凝固し続けると、周囲の部分から「供給」することができず、多孔性や裂け目などの欠陥につながります。決定する前に、材料の厚さの制限について鋳造所と話し合う価値があります。
壁の厚さ
砂型鋳造では、均一な凝固を実現し、空洞の形成を防ぐには、体積と表面積の比率が重要です。凝固は体積/表面積の比率の 2 乗に正比例します。鋳物内の体積と表面積の比率が低い部分は、体積と表面積の比率が高い部分よりも早く凝固します。
コーナーと角度
鋳物と鋳型の材料の冷却特性は、砂型鋳造品の品質に大きな影響を与えます。交差点や角の鋭角は局所的なホットスポットを生成し、応力集中の原因となります。これにより、製造工程中および製造工程後に鋳物が変形、収縮、裂ける原因となるため、フィレット半径によってこれを排除する必要があります。
ジャンクション設計
砂型鋳造はニアネットシェイプ製造技術であるため、部品の形状が非常に複雑になり、接合部が多くなることがよくあります。これらの接合部は、通常、L、X、V、Y、XT 接合の 5 つのタイプに分類されます。
鋳造代
鋼、アルミニウム、マグネシウム、亜鉛、銅などのほとんどの金属は、凝固すると収縮するため、慎重に考慮して管理する必要があります。収縮の量は、材料の凝固点と製品の体積と表面積の比率によって異なります。
認定資格






私たちの工場
当社の加工設備には、通常の旋盤、数値制御、4軸加工センター、フライス盤、ボーリングマシン、グラインダーなどが複数あります。製品重量は3gから3トンまであります。2005年にISO9001:2008品質システム認証を取得し、2016年にBV認証を取得して、完成品の合格率は99%以上に制御されています。


よくある質問